कोटिंग जटिल धातुकर्म प्रतिक्रियाओं और वेल्डिंग प्रक्रिया के दौरान भौतिक और रासायनिक परिवर्तनों में भूमिका निभाती है, मूल रूप से वेल्डिंग के दौरान प्रकाश इलेक्ट्रोड की समस्याओं पर काबू पाती है, इसलिए कोटिंग भी मुख्य कारकों में से एक है जो वेल्ड धातु की गुणवत्ता निर्धारित करती है।
इलेक्ट्रोड कोटिंग: कोटिंग परत को संदर्भित करता है जो विभिन्न भौतिक और रासायनिक गुणों वाले बारीक कणों को जोड़कर वेल्डिंग कोर की सतह पर समान रूप से लेपित होती है।

इलेक्ट्रोड कोटिंग की भूमिका: वेल्डिंग प्रक्रिया के दौरान पिघलने बिंदु, चिपचिपाहट, घनत्व और क्षारीयता जैसे उपयुक्त भौतिक और रासायनिक गुणों के साथ स्लैग बनाना, स्थिर चाप दहन सुनिश्चित करना, छोटी बूंद धातु को संक्रमण में आसान बनाना और होना आर्क ज़ोन और पिघले हुए पूल के आसपास वेल्डिंग क्षेत्र की सुरक्षा के लिए एक वातावरण बनाएं, और अच्छा वेल्ड आकार और प्रदर्शन प्राप्त करें।
वेल्ड धातु के प्रदर्शन की आवश्यकताओं को पूरा करने या जमाव दक्षता में सुधार करने के लिए कोटिंग में डीऑक्सीडाइज़र, मिश्र धातु तत्व या लौह पाउडर की एक निश्चित मात्रा जोड़ना भी संभव है।
Xinfa वेल्डिंग सामग्री की गुणवत्ता उत्कृष्ट है, कृपया विवरण के लिए जाँच करें:https://www.xinfatools.com/welding-material/

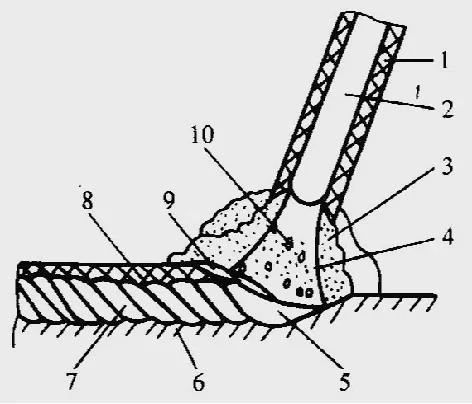
इलेक्ट्रोड आर्क वेल्डिंग सिद्धांत 1. ड्रग स्किन 2. सोल्डर कोर 3. सुरक्षात्मक गैस 4. आर्क 5. पिघला हुआ पूल 6. आधार सामग्री 7. वेल्ड 8. वेल्डिंग स्लैग 9. स्लैग 10. बूंदें
विभिन्न कच्चे माल को निम्न में विभाजित किया जा सकता है:
(1) आर्क स्टेबलाइजर
मुख्य कार्य इलेक्ट्रोड को चाप पर प्रहार करना आसान बनाना और वेल्डिंग प्रक्रिया के दौरान चाप को स्थिर रूप से जलते रखना है। आर्क स्टेबलाइजर्स के रूप में उपयोग किए जाने वाले कच्चे माल मुख्य रूप से कम आयनीकरण क्षमता वाले आसानी से आयनित तत्वों की एक निश्चित मात्रा वाले पदार्थ होते हैं, जैसे फेल्डस्पार, वॉटर ग्लास, रूटाइल, टाइटेनियम डाइऑक्साइड, संगमरमर, अभ्रक, इल्मेनाइट, कम इल्मेनाइट, आदि।
(2) गैस उत्पन्न करने वाला एजेंट
गैस चाप के उच्च तापमान के तहत विघटित हो जाती है, एक सुरक्षात्मक वातावरण बनाती है, चाप और पिघली हुई पूल धातु की रक्षा करती है, और आसपास की हवा में ऑक्सीजन और नाइट्रोजन की घुसपैठ को रोकती है। आमतौर पर उपयोग किए जाने वाले गैस-उत्पादक एजेंट कार्बोनेट (जैसे संगमरमर, डोलोमाइट, मैग्नेसाइट, बेरियम कार्बोनेट, आदि) और कार्बनिक पदार्थ (जैसे लकड़ी का आटा, स्टार्च, सेलूलोज़, राल, आदि) हैं।
(3) डीऑक्सीडाइज़र (जिसे कम करने वाले एजेंट के रूप में भी जाना जाता है)
वेल्डिंग प्रक्रिया में रासायनिक धातुकर्म प्रतिक्रिया के माध्यम से, वेल्ड धातु में ऑक्सीजन की मात्रा कम हो जाती है, और वेल्ड धातु के प्रदर्शन में सुधार होता है। डीऑक्सीडाइज़र मुख्य रूप से लौह मिश्र धातु और उनके धातु पाउडर होते हैं जिनमें ऑक्सीजन के लिए उच्च आकर्षण वाले तत्व होते हैं। आमतौर पर उपयोग किए जाने वाले डीऑक्सीडाइज़र में फेरोमैंगनीज, फेरोसिलिकॉन, फेरोटिटेनियम, फेरोएल्यूमिनियम और सिलिकॉन-कैल्शियम मिश्र धातु शामिल हैं।
(4) प्लास्टिसाइज़र
मुख्य कार्य इलेक्ट्रोड प्रेस कोटिंग की प्रक्रिया में कोटिंग कोटिंग की प्लास्टिसिटी, लोच और तरलता में सुधार करना, इलेक्ट्रोड कोटिंग की गुणवत्ता में सुधार करना और इलेक्ट्रोड कोटिंग की सतह को बिना दरार के चिकनी बनाना है। आम तौर पर, पानी को अवशोषित करने के बाद कुछ लोच, फिसलन या कुछ विस्तार विशेषताओं वाली सामग्री का चयन किया जाता है, जैसे अभ्रक, सफेद मिट्टी, टाइटेनियम डाइऑक्साइड, टैल्कम पाउडर, ठोस पानी का गिलास, सेलूलोज़, आदि।
(5) मिश्र धातु एजेंट
इसका उपयोग वेल्डिंग के दौरान मिश्र धातु तत्वों के जलने के नुकसान की भरपाई करने और वेल्ड धातु की रासायनिक संरचना और गुणों को सुनिश्चित करने के लिए मिश्र धातु तत्वों को वेल्ड में स्थानांतरित करने के लिए किया जाता है। विभिन्न लौह मिश्र धातु (जैसे कि फेरोमैंगनीज, फेरोसिलिकॉन, फेरोक्रोम, स्टील, फेरोवैनेडियम, फेरोनोबियम, फेरोबोरोन, दुर्लभ पृथ्वी फेरोसिलिकॉन, आदि) या शुद्ध धातु (जैसे धातु मैंगनीज, धातु क्रोमियम, निकल पाउडर, टंगस्टन पाउडर, आदि) का चयन किया जा सकता है। जरूरतों के अनुसार. इंतज़ार)।
(6) स्लैगिंग एजेंट
वेल्डिंग के दौरान, यह कुछ भौतिक और रासायनिक गुणों के साथ स्लैग बना सकता है, वेल्डिंग बूंदों और पिघली हुई पूल धातु की रक्षा कर सकता है और वेल्ड गठन में सुधार कर सकता है। स्लैगिंग एजेंटों के रूप में उपयोग किए जाने वाले कच्चे माल में संगमरमर, फ्लोराइट, डोलोमाइट, मैग्नेशिया, फेल्डस्पार, सफेद मिट्टी, अभ्रक, क्वार्ट्ज, रूटाइल, टाइटेनियम डाइऑक्साइड, इल्मेनाइट आदि शामिल हैं।
(7) बाइंडर
कोटिंग सामग्री को वेल्डिंग कोर से मजबूती से बांधें, और सूखने के बाद इलेक्ट्रोड कोटिंग को एक निश्चित ताकत दें। वेल्डिंग धातुकर्म के दौरान पिघले हुए पूल और वेल्ड धातु पर कोई हानिकारक प्रभाव नहीं पड़ता है। आमतौर पर उपयोग किए जाने वाले बाइंडर पानी के गिलास (पोटेशियम, सोडियम और उनके मिश्रित पानी के गिलास), फेनोलिक आर हैं
पोस्ट समय: मई-08-2023


