एल्यूमीनियम वेल्डिंग में सरंध्रता बहुत आम है।
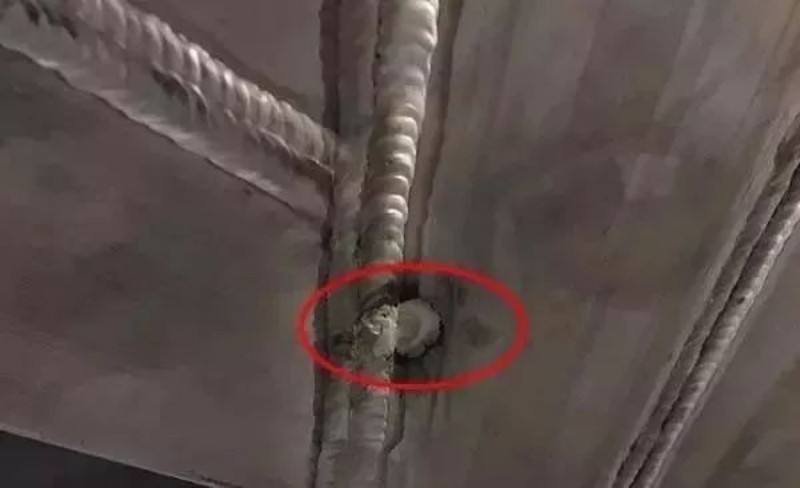
आधार सामग्री और वेल्डिंग तार में एक निश्चित मात्रा में छिद्र होते हैं, इसलिए वेल्डिंग के दौरान बड़े छिद्रों से बचना आवश्यक है ताकि यह सुनिश्चित हो सके कि छिद्र मानक से अधिक न हों। जब आर्द्रता 80℅ से अधिक हो जाए, तो वेल्डिंग बंद कर देनी चाहिए। मानक से अधिक छिद्रों की संभावना भी 80℅ है, और लौटे हुए टुकड़ों का उत्पादन करना आसान है।
चित्र में दिखाई गई नमी की स्थिति में वेल्डिंग करने से रिटर्न ऑर्डर मिलने की बहुत संभावना है।
Xinfa वेल्डिंग उपकरण में उच्च गुणवत्ता और कम कीमत की विशेषताएं हैं। विवरण के लिए, कृपया देखें:वेल्डिंग और कटिंग निर्माता - चीन वेल्डिंग और कटिंग फैक्टरी और आपूर्तिकर्ता (xinfatools.com)


▲आर्द्रता▲
कभी-कभी काली धूल वेल्ड पर चिपक जाती है, मुझे क्या करना चाहिए?


▲काला और भूरा▲
दरअसल, टंगस्टन इलेक्ट्रोड दूषित होता है, या यह पिघले हुए पूल या वेल्डिंग तार को छूता है, और एल्यूमीनियम उससे चिपक जाता है। केवल तभी जब टंगस्टन इलेक्ट्रोड साफ हो जाए हम जारी रख सकते हैं।

▲दूषित टंगस्टन इलेक्ट्रोड फूलगोभी के आकार का है▲
इस समय, हमें केवल वेल्डिंग मशीन की सफाई की चौड़ाई को नीचे तक समायोजित करने की आवश्यकता है, वर्तमान मूल रूप से 200 के आसपास है, और स्क्रैप एल्यूमीनियम के एक टुकड़े पर आर्क वेल्डिंग शुरू की जाती है। कुछ ही सेकंड में टंगस्टन इलेक्ट्रोड एक छोटी सी गेंद बना देगा। यदि आप एल्यूमीनियम को अच्छी तरह से वेल्ड करना चाहते हैं, तो छोटी गेंद एक आवश्यक उत्पाद है।

सफाई की चौड़ाई को न्यूनतम सेटिंग पर समायोजित करें▲


▲जादुई छोटी गेंद▲
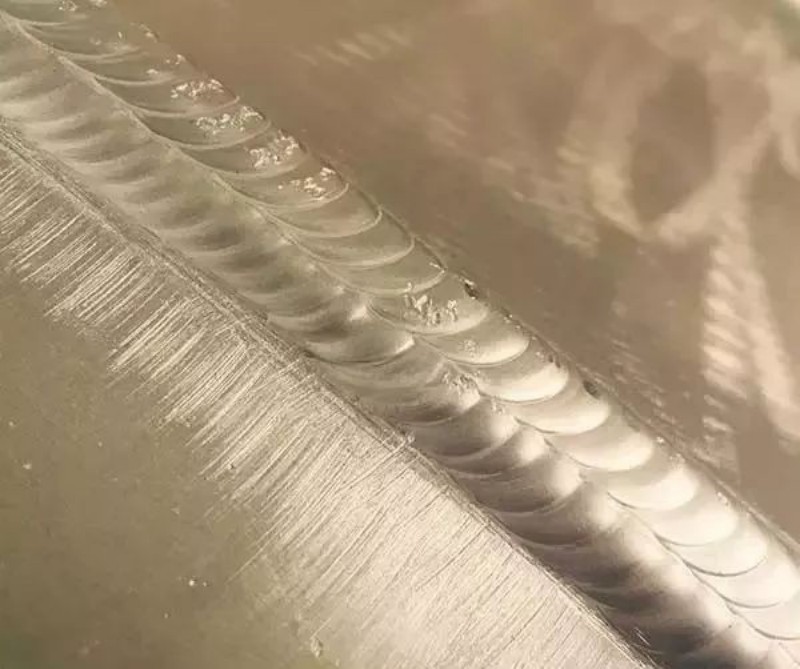
एल्यूमीनियम वेल्डिंग की तुलना स्टेनलेस स्टील से करने पर, मैं एल्यूमीनियम वेल्डिंग को प्राथमिकता देता हूँ। यह स्टेनलेस स्टील जितना तकलीफदेह नहीं है, जिसे घुमाने की जरूरत होती है। एल्यूमीनियम वेल्डिंग आसान है, और वेल्डिंग गन मूल रूप से स्विंग नहीं करती है। लाइनर के साथ यह एल्यूमीनियम ट्यूब एक फ़िलेट वेल्ड है, और वेल्डिंग उतनी परेशानी वाली नहीं है।
करंट को मध्यम रूप से समायोजित करते समय, सबसे अच्छा करंट वह है जो पिघले हुए पूल को नियंत्रित कर सकता है। प्रत्येक वेल्डिंग मशीन का प्रदर्शन अलग होगा, करंट अलग होगा, और चाप का लचीलापन भी अलग होगा।




पोस्ट करने का समय: सितम्बर-29-2024


